The application of maintenance and control man-machine interface and PLC in tile press equipment
The tile press equipment can also be called roll cold bending, that is, on a row of forming rolling mills connected in series, the metal plate and the metal strip are connected in sequence, and the plate is processed into the required cross-sectional shape. Processing method. In the past, the equipment reached the position through the encoder and stopped the feeding shaft for punching and cutting operations, which was relatively inefficient. This solution uses the non-stop feeding shaft for punching and cutting.
2. Process requirementsThe main feeding axis of the tile press does not stop during the process of punching and cutting. The hole distance and the number of holes on the formed sheet can be set, and the length of the sheet can be set. The speed of the main feeding axis should be greater than 30m/min, and the error of sheet length and hole distance should be less than ±1mm. The feeding axis can stop at any time, and continue to run at the stop position after starting.
Three, the planThe control system mainly uses two dimensional control man-machine interface LEVI-700LK, and the PLC host uses two LX3VE-1412MT4H. The brief scheme is as follows: The punching and cutting parts are separated through two sets of PLC and touch screen, which is convenient for separate use. The punching part adopts non-periodic mode due to different sizes, and the external start signal is activated through high-speed comparison. The cutting part activates an external start signal through an external sensor and high-speed comparison.
Fourth, the program advantages1. Compared with the previous stop-cutting method, the efficiency is improved.
2. Choose two sets of equipment to facilitate independent use and to produce different equipment.
3. Through data processing, it is not necessary to start from the beginning to realize the continued operation of the power-off device.
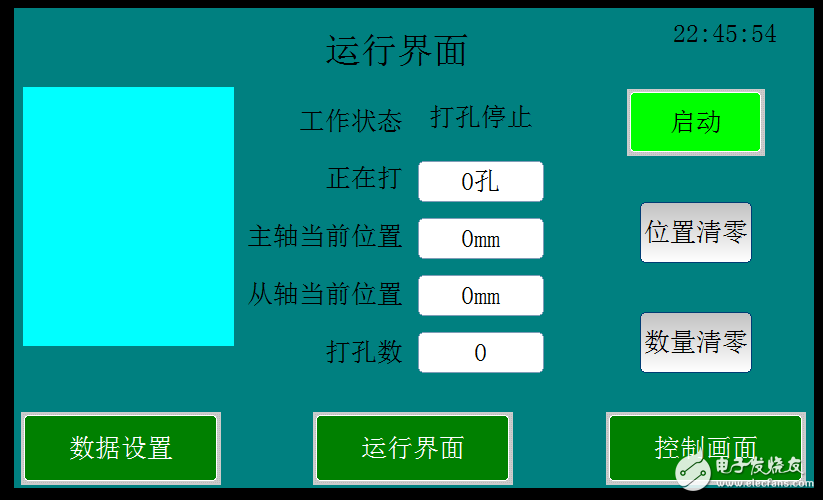
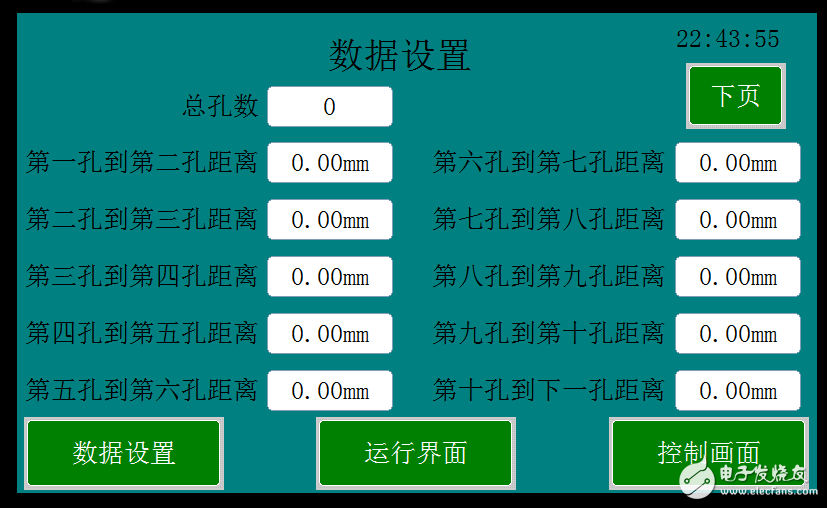
Five, a brief introduction to the procedureHMI program: Run screen, data setting, system setting and other screens.
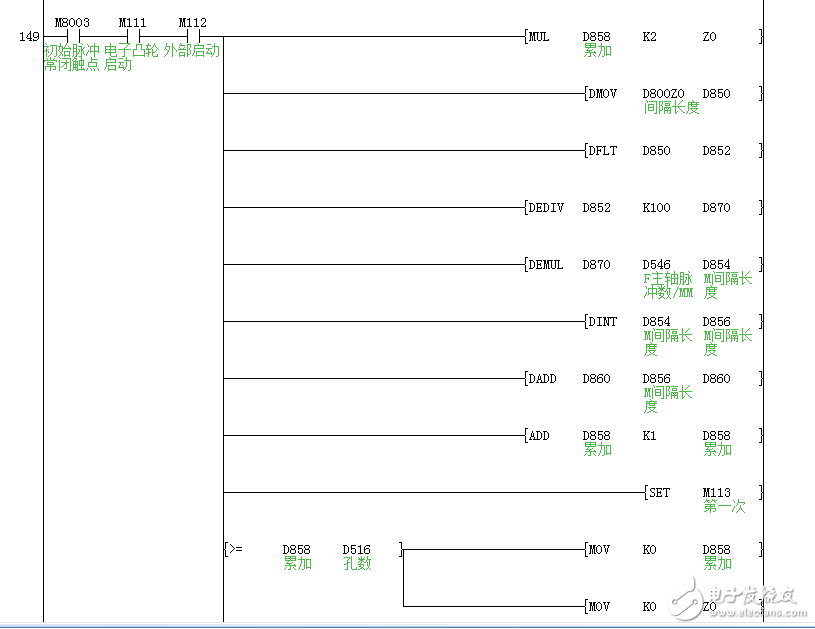
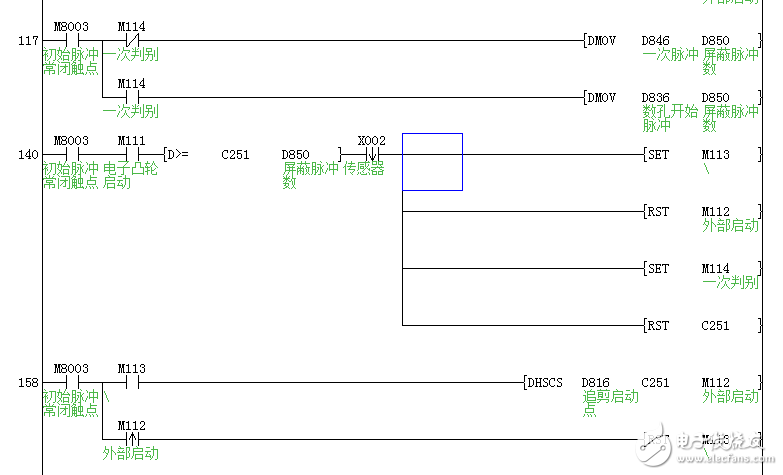
PLC part of the program:
Punching data processing
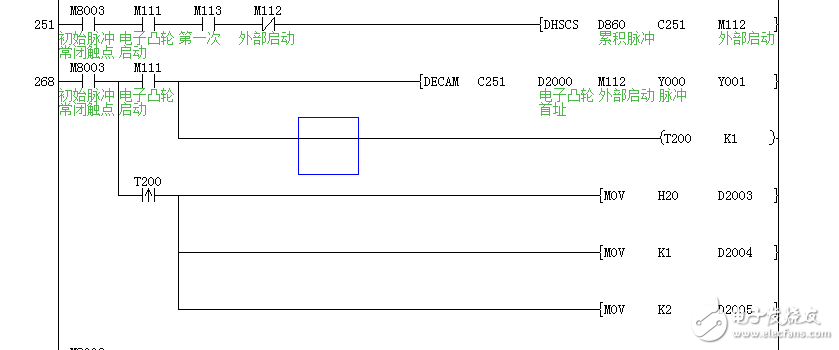
Punching part electronic cam operation start part
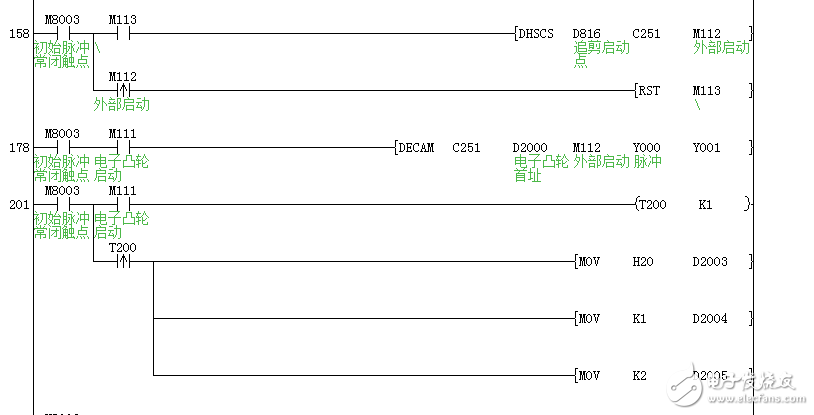
Cut part of the data processing
Punching part electronic cam operation start part
1. The precision of the punching part of the system meets customer requirements, and the speed can also meet customer requirements. The upper limit of the speed is affected by the number of holes on a single plate and the action time of the hydraulic cylinder
2. The cutting part of the system can meet the customer's requirements. Because the external sensor is used to make the punching and cutting independently affected by the scanning period, the requirements can be met by modifying the correction parameters.
3. This project can produce plates of different sizes by modifying the parameters.
Perkins 21-75KW Diesel Generator
Perkins 21-75Kw Diesel Generator,Perkins Generator,Standby Diesel Generator,Canopy Diesel Generator
Shanghai Kosta Electric Co., Ltd. , https://www.generatorksd.com